 中文
中文 EN
EN
SKD61 hot working die steel
Corresponding to other steel mill brand : H13 1.2344 DAC DHA1Specialty
- product quality meet North American Die casting Association (NADCA)#207-97 standard.
- Excellent heat-resistant impact, reduce the mold in the use of cracking.
- excellent toughness and ductility, higher orientation.
- Good dimensional stability of heat treatment, good processability and polishing.
- Excellent high temperature strength.
- High purity, improve mold fatigue life.
- Die casting of aluminum magnesium copper and alloy
- Forging press die
- Aluminum magnesium copper and alloy extrusion
- Hot shear blade
- Forging die of die hammer
- Connector mold
| C | Si | Mn | Cr | Mo | V | P | S | Factory Status |
| 0.32/0.42 | 0.80/1.20 | 0.20/0.50 | 4.80/5.50 | 1.00/1.50 | 0.80/1.15 | ≤0.030 | ≤0.020 |
Hardness ≤annealed state 229HBS |
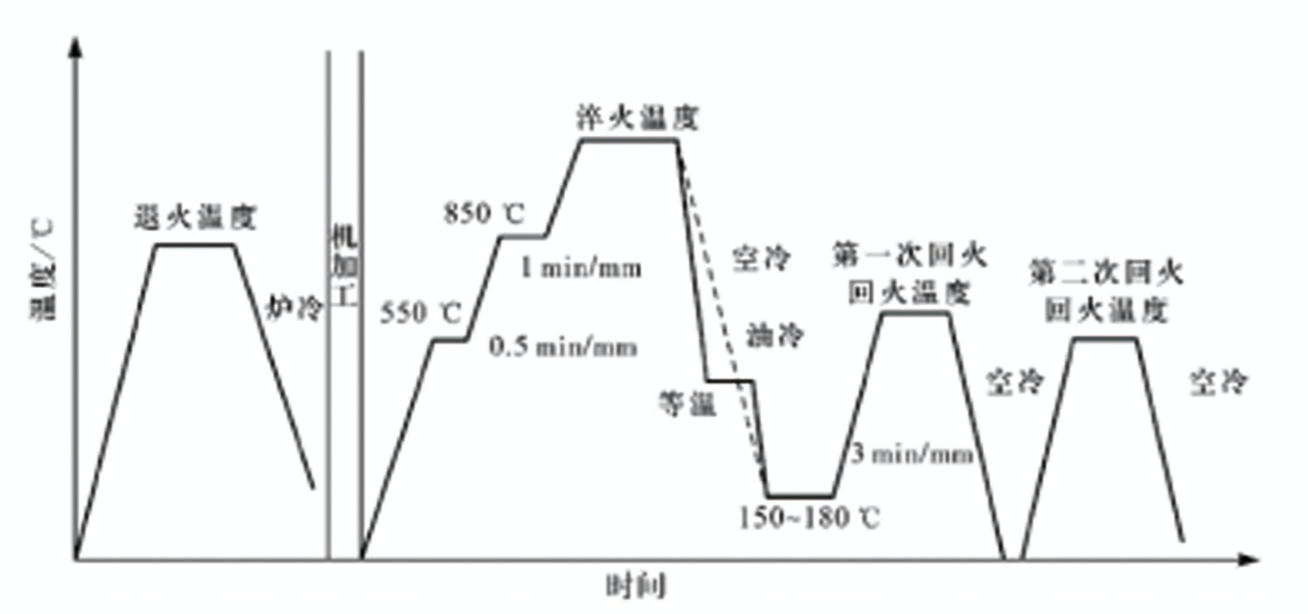
Heat treatment
Soft Annealing
heated to 850℃ in a protective atmosphere, cooled to 650℃ at a cooling rate of 10℃/ h, then air cooled.
De-stress annealing
To eliminate the residual stress generated after roughing, the mold is heated to 650℃, and the furnace is cooled to 500℃ after 2 hours of heat preservation, and then cooled.
Surface nitriding
The plasma nitriding of 480~520℃ is recommended, and the depth of nitriding layer of die casting die should not exceed 0.1 mm, and that of hot forging die should be 0.1~0.3 mm.
Surface oxidation treatment
With 500~520℃ vapor oxidation treatment, the thickness of oxide film 0.002~0.005 mm is appropriate to improve the resistance to aluminum erosion and melting loss.
electrosparking
After EDM, the surface of the die should be ground or polished to remove the "EDM white layer ", and then returned to the fire treatment at a temperature higher than the original tempering to eliminate the stress produced by EDM.
Welding
The mold can be repaired by welding, before welding, the mold should be slowly and evenly heated to 325~375℃ preheating, if large area surface surfacing should be annealed and need to be quenched and tempered again.
Hard chrome plating
after hard chrome plating, the mold must be tempered at 180℃ in time for 4 hours to avoid hydrogen embrittlement.
